המורכבות של עבודה עם פחים דקים בתעשיית האלקטרוניקה
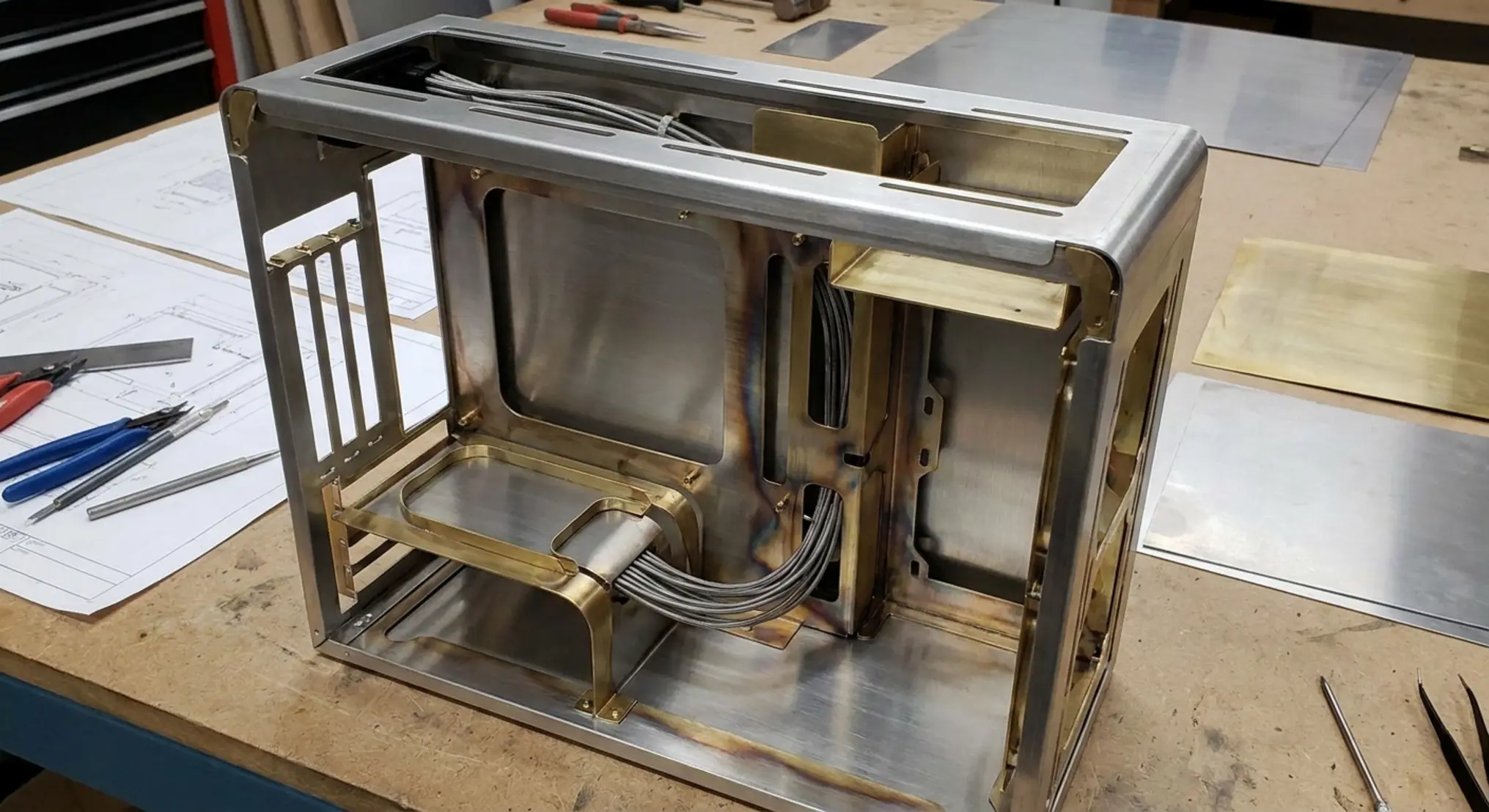
תעשיית האלקטרוניקה המודרנית דורשת מארזים קלים, קומפקטיים ובעלי רמת פיזור חום אופטימלית. דרישות אלו מובילות לשימוש גובר בפחים בעוביים שבין 0.5 לבין 1.5 מילימטרים. כאשר אנו מבצעים פרויקטים של הרכבות אלקטרוניות אנו מבינים כי המארז אינו רק קופסה, אלא רכיב אינטגרלי מהמערכת המגינה על הלוחות המודפסים ומרכיבי התקשורת השונים.
הקושי המרכזי בעבודה עם חומרים דקים כל כך נובע מהנטייה הטבעית של הפח להתעוות תחת לחץ. בניגוד לפחים עבים בהם המסה של החומר מסייעת בשמירה על יציבות מבנית, פח דק רגיש לכל שינוי קל בלחץ המופעל עליו. לכן כל סטייה של חלקיק המילימטר במיקום הכלים או בעוצמת הלחיצה עלולה להוביל למוצר פסול שאינו עומד במפרט ההנדסי.

התמודדות עם תופעת הקפיציות חזרה
אחד המונחים החשובים ביותר בעולם עיבוד הפח הוא החזרה האלסטית של החומר לאחר שחרור הלחץ ממכונת הכיפוף. בפחים דקים התופעה הזו בולטת אף יותר מכיוון שהמבנה המולקולרי של המתכת שואף לחזור למצבו השטוח ההתחלתי. כדי להגיע לזווית של תשעים מעלות בדיוק אנו נדרשים לבצע כיפוף יתר מחושב מראש.
על פי מידע מקצועי והסברים הנדסיים מקיפים על תופעת החזרה האלסטית ניתן לראות כי חישוב מדויק של זווית הפיצוי תלוי בסוג החומר, כיוון הסיבים של המתכת, וכמובן עובי הפח. צוות ההנדסה שלנו משתמש בתוכנות מתקדמות המדמות את התהליך עוד בטרם העברנו את תוכנית העבודה אל רצפת הייצור, מה שחוסך זמן יקר ומונע בזבוז של חומרי גלם.
דיוק עילאי למחברים ורכיבים זעירים
כאשר בוחנים מארז של נתב תקשורת, שרת מחשבים או ציוד רפואי עדין, ניתן להבחין בעשרות פתחים קטנים המיועדים למחברים כדוגמת חיבורי רשת, שקעי חשמל וכפתורי הפעלה. המיקום של הפתחים הללו חייב להיות מדויק לחלוטין. סטייה של עשירית המילימטר במיקום הפתח עלולה לגרום לכך שהכרטיס האלקטרוני פשוט לא יכנס למקומו.
אנו מתמחים בתהליכי ייצור חלקים המשלבים סובלנות טולרנס מחמירה במיוחד. ההקפדה על הדיוק מתחילה כבר בשלב הפריסה הראשונית של הפח, נמשכת בשלב החיתוך, ומגיעה לשיאה בשלב עיצוב הצורה. כל זווית שאינה מדויקת במאה אחוזים תשליך ישירות על המיקום הסופי של פתחי המחברים ביחס לכרטיס המודפס.
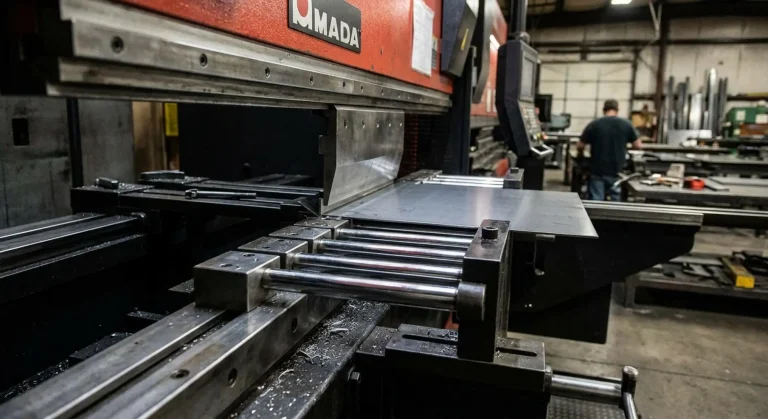
היתרון של מכונות חשמליות מהירות
בעבר נהוג היה להשתמש במכבשים הידראוליים מסורתיים עבור כלל עבודות המתכת. אולם כאשר מדובר על רכיבים עדינים במיוחד תעשיית חיתוך וכיפוף פחים עברה מהפכה של ממש עם כניסתן של המכונות החשמליות. מכונות אלו מופעלות באמצעות מנועי סרוו חשמליים מתקדמים המעניקים שליטה אבסולוטית על מהירות הירידה של הסכין אל תוך התבנית.
השליטה המוחלטת במהירות מאפשרת לנו לעבד את החומר העדין בעדינות רבה. ירידה איטית ומבוקרת של הכלי בשבריר השנייה שבו הוא פוגש את המתכת מונעת היווצרות של סדקים מיקרוסקופיים לאורך קו השבירה, תופעה הנפוצה מאוד בחומרים מוקשים כגון אלומיניום תעופתי. מעבר לכך המכונות החשמליות שקטות יותר נקיות יותר משמן ומהירות הרבה יותר בעבודות רציפות וסדרתיות.

השוואה בין טכנולוגיות להפקת מארזים ממתכת דקה
כדי להמחיש את ההבדלים המשמעותיים בבחירת הציוד הנכון עבור זיווד אלקטרוני, ריכזנו את ההבדלים המרכזיים בטבלה הבאה המדגימה מדוע הטכנולוגיה החשמלית היא הבחירה המועדפת.
| פרמטר השוואה | מכונה הידראולית מסורתית | מכונה חשמלית מונעת סרוו |
|---|---|---|
| רמת דיוק במיקום | טובה אך מוגבלת עקב שינויי לחץ שמן | מצוינת בזכות מנועי סרוו דיגיטליים |
| התאמה לפח דק | בינונית קשה לשלוט במהירות חדירה עדינה | גבוהה מאוד שליטה מוחלטת בפרמטרים |
| מהירות חזרתיות | איטית יחסית | מהירה משמעותית מתאימה לייצור סדרתי |
| סיכון לסדקים | קיים בחומרים מוקשים עקב מכה פתאומית | נמוך מאוד ירידה הדרגתית ומבוקרת |
מניעת נזקים קוסמטיים ושריטות
זיווד של מוצרי צריכה ומכשור רפואי אינו נמדד רק בפונקציונליות שלו אלא גם במראה החיצוני. פחים דקים במיוחד העשויים מאלומיניום או נירוסטה מוברשת רגישים מאוד לשריטות ולסימני לחיצה העלולים להיווצר כתוצאה מהמגע עם כלי העבודה הקשים.
כדי להבטיח גימור מושלם אנו מיישמים טכניקות מתקדמות הכוללות שימוש בפילם מגן דביק לאורך כל שלבי הייצור. בנוסף במקרים של מארזים אסתטיים במיוחד אנו משתמשים בתבניות תחתונות העשויות מפוליאוריטן או ניילון מוקשח במקום פלדה. חומרים אלו סופגים את הלחץ ומאפשרים למתכת לקבל את הצורה הנדרשת ללא השארת סימני חיכוך בחלקו החיצוני של המארז.
שילוב תהליכים נלווים להשלמת המארז
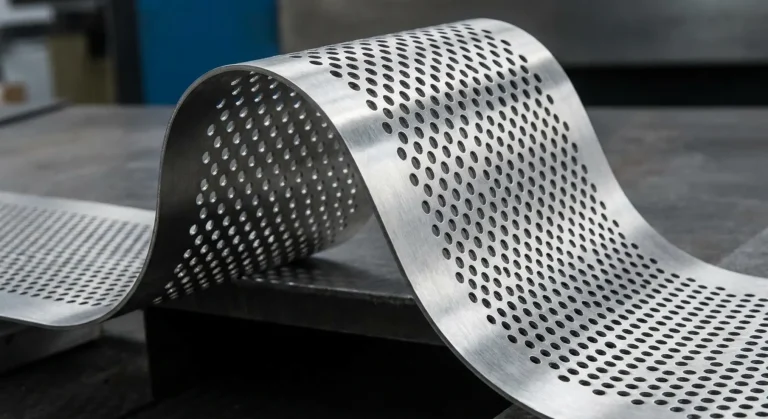
השלמת מארז מושלם מצריכה פעמים רבות תהליכים נוספים המבוצעים לפני או אחרי עיצוב הצורה. פעולות כדוגמת ניקוב משולבות בתהליך בצורה חכמה כדי לייצר פתחי אוורור (לוברים) המאפשרים קירור פאסיבי של הרכיבים האלקטרוניים הנמצאים בפנים.
התכנון ההנדסי המקדים מתחשב גם בהשפעה של חורים אלו על חוזק המארז. חיתוך של פתחי אוורור רבים מדי קרוב לאזור בו תבוצע שבירת המתכת עלול להחליש את החומר ולגרום לעיוות הרסני במהלך הפעלת הלחץ. לכן נדרש תכנון סימטרי ופיזור נכון של המאמצים על פני כל משטח החומר, דבר הנתמך רבות במחקרים אקדמיים בתחום הנדסת החומרים ועיבודם.

התאמת חומרי הגלם לדרישות האלקטרוניקה
בחירת סוג המתכת היא השלב הראשון והקריטי ביותר בתכנון זיווד. לפחים בעוביים מינימליים התכונות המטלורגיות משפיעות באופן ישיר על סיכויי ההצלחה של הפרויקט כולו.
- אלומיניום: החומר הפופולרי ביותר בתעשייה זו. הוא מצטיין במשקל קל במיוחד וביכולת מעולה לפזר חום. יחד עם זאת סגסוגות מסוימות של אלומיניום נוטות להישבר בקלות כאשר מכופפים אותן ברדיוסים חדים, ולכן נדרשת התאמה מיוחדת של רדיוס הכלי העליון בהתאם לעובי.
- נירוסטה: מספקת קשיחות גבוהה יותר ועמידות יוצאת דופן בפני קורוזיה. פלדת אל חלד דקה מתאימה במיוחד למכשור רפואי או לציוד המיועד לסביבות קשות, אך היא דורשת כוח רב יותר לעיבוד ובעלת קפיציות חזרה משמעותית המצריכה מיומנות רבה בכיולה.
- פח מגולוון: מספק פתרון זול ויעיל למארזים פנימיים שאינם חשופים החוצה תוך הענקת הגנה טובה מפני חלודה ונוחות עבודה גבוהה.
מצוינות בבקרת איכות
במפעל שלנו המשתרע על פני שטח עצום בירוחם אנו מנהלים מערך בקרת איכות קפדני במיוחד. מאחר ומדובר בפחים דקים שעלותם מחושבת היטב וכמות הרכיבים בסדרות הייצור היא גדולה אנו מבצעים דגימות איכות תכופות באמצעות מכשירי מדידה אופטיים ולייזר תלת ממדי.
מערכות אלו סורקות את המארז ומשוות אותו ישירות למודל הממוחשב התלת ממדי שיצר צוות ההנדסה. כל חריגה מהמידות המוגדרות מזוהה באופן מיידי ועוצרת את התהליך לשם כיול מחדש של המערכות. בצורה זו אנו מבטיחים כי הלקוח יקבל סדרת מוצרים אחידה לחלוטין שבה המארז הראשון זהה לחלוטין למארז האחרון שיצא מפס הייצור.