הפיזיקה של עיוות חומרים מתכתיים מחוררים
כל תהליך של עיבוד פח מבוסס על הפעלת כוח העולה על גבול הכניעה של החומר על מנת ליצור עיוות פלסטי קבוע. בפח רגיל ואחיד הכוח מתפזר בצורה צפויה לאורך קו המגע עם סכין המכבש. לעומת זאת כאשר אנו עובדים עם פחים מחוררים המכילים שטח פתוח נרחב הפיזיקה משתנה לחלוטין. החורים מייצרים חללים ריקים שאינם מסוגלים להתנגד ללחץ.
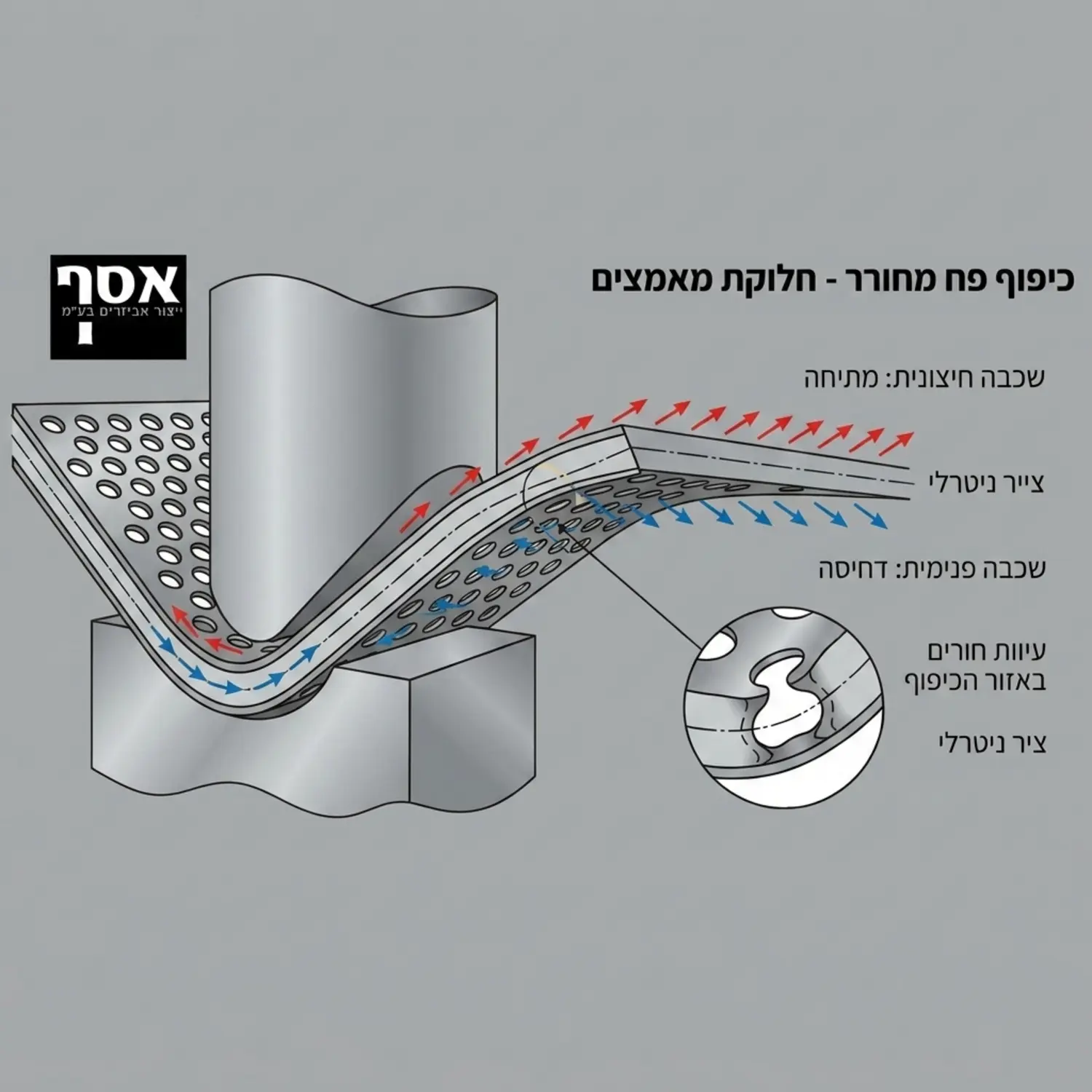
כתוצאה מכך נוצרת תופעה המכונה ריכוז מאמצים. המעטפת המתכתית הדקה שנותרה בין החורים סופגת את מלוא העומס. מכיוון שהתנגדות החומר אינה רציפה קו הכיפוף נוטה לנדוד ולחפש את נתיב ההתנגדות המינימלית. הדבר גורם לכיפוף עקום ולמתיחה של החורים הקרובים ביותר לרדיוס הפעולה.
השפעת מתיחה וכיווץ על אזור הרדיוס
במהלך הפעולה השכבה החיצונית של המתכת נמתחת בעוד השכבה הפנימית נדחסת. באזור המתיחה חורים עגולים הופכים לאליפסות ובמקרים קיצוניים אף נקרעים. באזור הדחיסה החורים עשויים לקרוס פנימה וליצור קפלים. הבנה מעמיקה של תהליכים אלו קריטית עבור כל קבלן מבצע המעוניין לספק תוצר איכותי וללא דופי.
אסטרטגיות תכנון מקדים למניעת תקלות
השלב החשוב ביותר ביצירת תוצר מוגמר ואיכותי מתחיל הרחק מרצפת הייצור כבר בשלב התכנון ההנדסי. שיתוף פעולה מוקדם בין מהנדס המוצר לבין המפעל המבצע חוסך זמן יקר ומונע שגיאות בלתי הפיכות.
אחת ההמלצות המרכזיות שלנו היא להשאיר רצועת פח אחידה ללא חורים ברוחב מתאים בדיוק באזור שבו עתיד להתבצע קו הכיפוף. פעולה זו מחזירה לחומר את החוזק המבני שלו ומאפשרת ביצוע קלאסי ומדויק לחלוטין. תכנון נכון של תבניות ניקוב מראש מאפשר השארת שוליים אטומים בהתאם למידות המוצר הסופי.
חישוב המרווח הנדרש לקו הכיפוף
כאשר לא ניתן להשאיר אזור ללא חורים מסיבות עיצוביות או פונקציונליות יש לתכנן את הפריסה כך שקו המגע של המכבש יעבור בדיוק במרכז שורת החורים או לחלופין בדיוק על פסי החומר המלא שביניהם. חוסר סימטריה במיקום הקו יוביל לעיוות אלכסוני של החלק כולו ולפסילתו בביקורת האיכות.
התאמת כלי עבודה ומכשור מתקדם
כלי העבודה הסטנדרטיים המשמשים בתעשייה לעיבוד מתכת חלקה אינם תמיד מתאימים לעבודה עם מתכת מחוררת. שימוש במטריצה צרה מדי למשל יגרום לסכין לדחוף את החומר באלימות אל תוך התעלה ויחמיר את קריסת החורים. מנגד מטריצה רחבה מדי תאבד שליטה על זווית התוצר הסופי בשל תופעת הקפיצה חזרה (Springback) המוגברת בחומרים מנוקבים.
במחלקת חיתוך וכיפוף פחים שלנו אנו משתמשים במגוון פתרונות טכנולוגיים כדי להבטיח את שלמות החומר. בחירת הכלים הנכונה היא אמנות המבוססת על ניסיון מעשי רב עבודה מול מפרטים טכניים מורכבים והבנה של תכונות המתכת הספציפית עימה אנו עובדים.
שימוש במטריצות פוליאוריטן ורפידות מגן
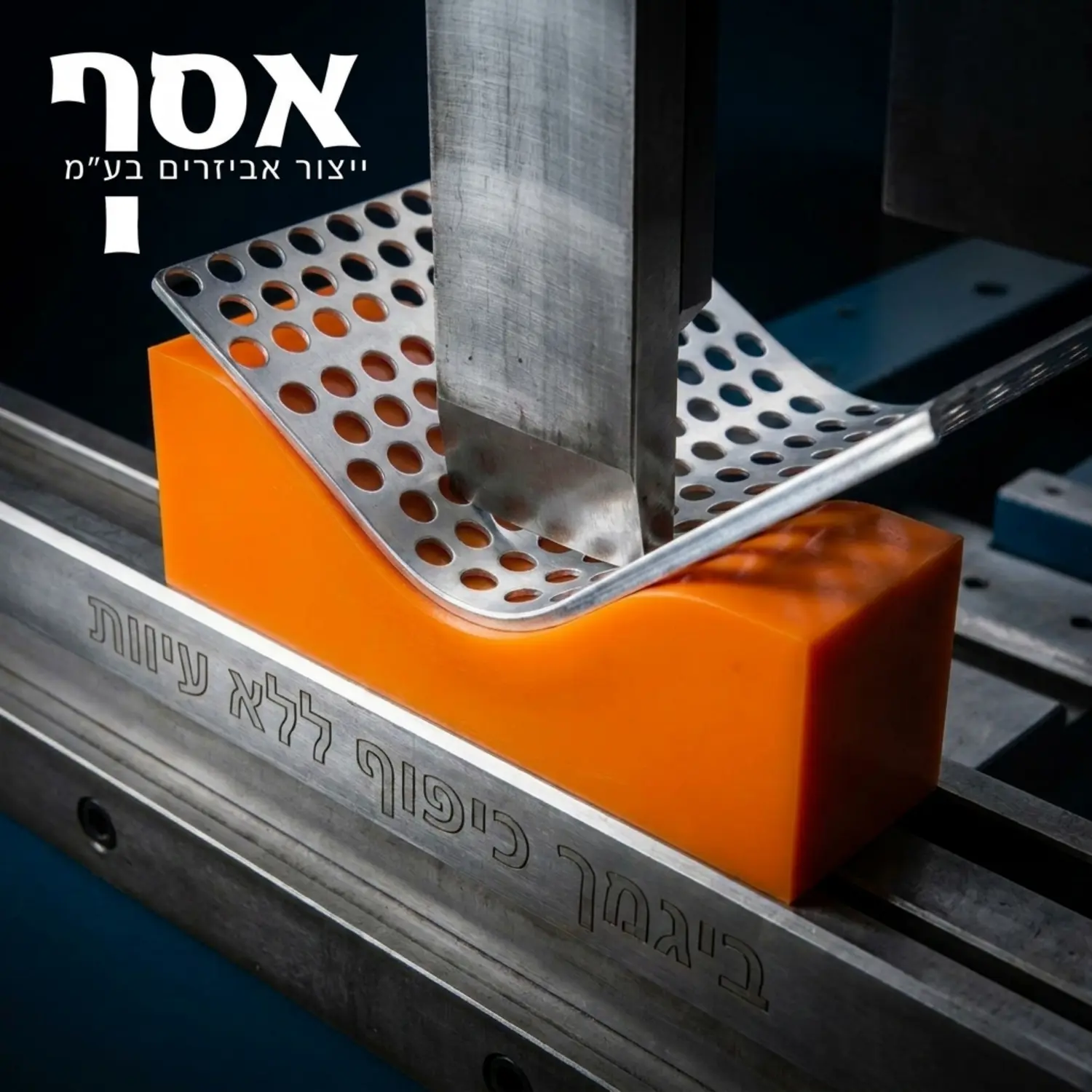
אחד הפתרונות היעילים ביותר למניעת עיוות חורים הוא החלפת מטריצת הפלדה התחתונה במטריצה העשויה מפוליאוריטן דחוס. הפוליאוריטן פועל ככרית אלסטית העוטפת את הפח בזמן שהסכין העליונה לוחצת עליו. במקום שהחומר יישען על שתי נקודות קשות הוא נתמך לכל רוחבו.
פעולה זו מונעת מהמתכת באזור החורים לקרוס כלפי מטה ומשמרת את צורתם הגיאומטרית. בנוסף ניתן לפרוס יריעת אוריתן דקה על גבי המטריצה הסטנדרטית כדי לפזר את הלחץ באופן אחיד יותר. שיטות אלו מבטיחות איכות גימור ברמה הגבוהה ביותר ללא שריטות וללא פגמים נראים לעין.
השפעת פרמטרי הניקוב על רמת הקושי בייצור
קיימים סוגים רבים של תבניות ניקוב ולכל אחת מהן השפעה שונה על התנהגות המתכת תחת לחץ. חורים עגולים חורים מרובעים חורים מוארכים או צורות דקורטיביות כל אלו דורשים התייחסות פרטנית. ככל שאחוז השטח הפתוח גדול יותר כך קשה יותר לשלוט בתהליך.
| סוג תבנית החורים | אחוז שטח פתוח אופייני | רמת קושי בכיפוף | דגשים מקצועיים לביצוע |
|---|---|---|---|
| חורים עגולים מדורגים (Staggered) | 30% – 50% | בינונית עד גבוהה | מומלץ לכופף במקביל לכיוון ההתקדמות של המרווחים המלאים. |
| חורים מרובעים בטורים ישרים | 40% – 60% | גבוהה | נטייה חזקה לשבירה לאורך הקווים. חובה להשתמש ברדיוס גדול. |
| חורים דקורטיביים (משושים עלי כותרת) | משתנה | גבוהה מאוד | שימוש חובה ברפידות פיזור לחץ ותכנון קפדני של קו הלחץ. |
| ניקוב מוארך (Oblong) | 20% – 40% | בינונית | רגישות גבוהה לכיווניות. יש להימנע מפעולה בניצב לאורך החור. |
כיווניות וסידור התבנית
תבניות הניקוב הנפוצות ביותר הן אלו שבהן החורים מסודרים בתצורה מדורגת בדרך כלל בזוויות של 60 מעלות. סידור זה מספק את היחס הטוב ביותר בין שטח פתוח לחוזק מבני. כאשר מתכננים את מהלך העבודה חשוב מאוד לבחון את זווית קו הכיפוף ביחס לזווית של שורות החורים.
ביצוע הפעולה במקביל לשורת חורים ייצור קו חלש מאוד שיגרום למתכת להישבר או להתקפל בצורה חדה מדי. לעומת זאת ביצוע הפעולה באלכסון לתבנית או לאורך אזור שבו פיזור החומר המלא הוא הרציף ביותר יבטיח חוזק מכני גבוה ותוצאה חלקה ואחידה.
יישומים תעשייתיים ובקרת איכות קפדנית
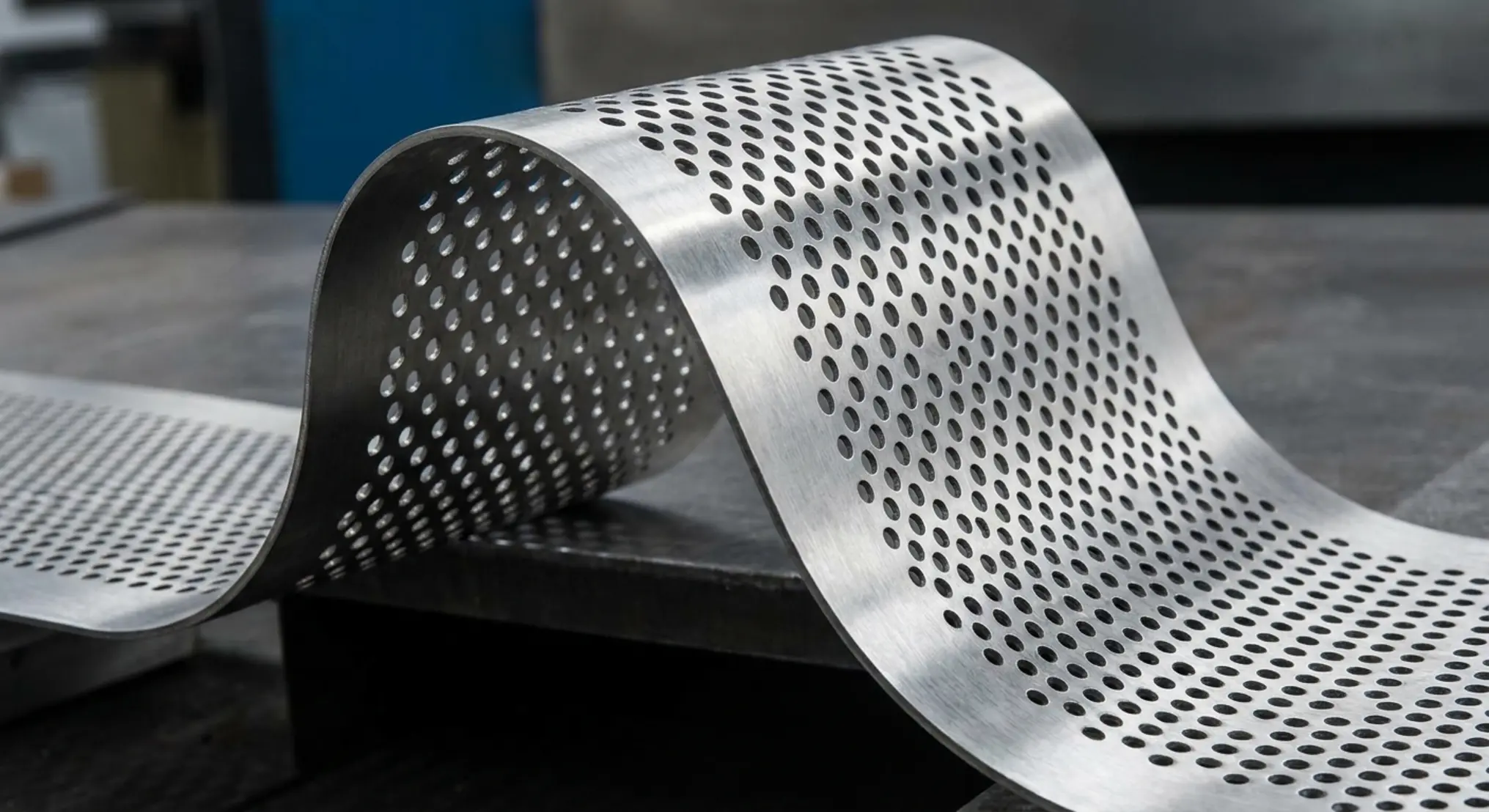
פחים מחוררים נמצאים בשימוש נרחב במגוון תעשיות הדורשות מעבר של אוויר נוזלים או גלי קול תוך שמירה על הגנה פיזית ועיצוב אסתטי. ניתן למצוא אותם במכפי רמקולים מסננים תעשייתיים מעקות בטיחות ולוחות אקוסטיים.
אחד התחומים הדורשים דיוק מרבי הוא תחום האוורור ומיזוג האוויר. חלקים המיוצרים עבור תעשיית מיזוג אוויר חייבים להציג רצף אווירודינמי נקי. כל עיוות בחורים עלול לגרום לשריקות זרימת אוויר לא תקינה או רטט של המערכת. לכן בקרת האיכות בתהליכים אלו היא חסרת פשרות.

חשיבות בחירת חומר הגלם
לא כל מתכת מגיבה באופן זהה לתהליך. נירוסטה למשל בעלת נטייה חזקה להתקשות מעוותת (Work Hardening). כאשר מכופפים נירוסטה מחוררת האזורים המועטים שנותרו סביב החורים סופגים את כל הלחץ מתקשים במהירות ועלולים להיסדק במידה והרדיוס קטן מדי. לעומת זאת אלומיניום רך יותר ונוטה פחות להישבר אך מועד מאוד לקריסה פנימית של התבנית.
כדי לקבל החלטות נכונות ברצפת הייצור אנו נשענים על תקנים מחמירים ועל ספרות מקצועית מובילה. ארגונים בינלאומיים מתעדים את התנהגות החומרים הללו לעומק ומספקים הנחיות מפורטות אותן אנו מיישמים ביום יום. ניתן למצוא מידע היסטורי וטכני נרחב על התפתחות התחום במקורות אמינים העוסקים בהתפתחות טכנולוגיית הפח המחורר.
התאמת רדיוס פנימי לעובי המתכת
כלל אצבע ידוע בהנדסת חומרים גורס כי הרדיוס הפנימי חייב להיות גדול יותר כאשר עובדים עם תבניות מנוקבות לעומת מתכת חלקה מאותו הסוג והעובי. הגדלת הרדיוס מפחיתה את הלחץ הנקודתי ומאפשרת למתיחה להתפרס על פני מספר שורות של חורים ולא רק על שורה אחת. תכנון שמרני של רדיוס רחב מונע סדיקה ושומר על חזות אסתטית מושלמת המהווה גורם מכריע במוצרים חשופים לעין הלקוח.
אנו באסף ייצור אביזרים בע"מ מקפידים על כיול מדויק של כל המערכות על מנת לוודא כי הלחץ המופעל שווה לכל אורך הפרופיל ומבצעים דגימות מחמירות לאורך כל שלבי קו הייצור למניעת סטיות טולרנס אפילו של שברירי המילימטר.