האבולוציה של מכונות הכיפוף ממערכות ידניות לעידן הממוחשב
ענף עיבוד הפח עבר תמורות אדירות בעשורים האחרונים. בראשית הדרך, כל פעולת כיפוף דרשה מהמפעיל לכוון פיזית עצמים מתכתיים ששימשו כמעצורים. תהליך זה היה איטי, סבל מחוסר דיוק אינהרנטי ודרש ניסוי וטעייה רבים. כאשר היה צורך לבצע מספר כיפופים שונים על אותו החלק, המפעיל נאלץ לעצור את המכונה, לכוון מחדש את המעצור עבור כל זווית, ולהמשיך בעבודה. שיטת עבודה זו הובילה לבלאי גבוה של חומרי גלם ולזמני ייצור ארוכים.
המהפכה האמיתית החלה עם כניסת מערכות המחשוב התעשייתיות. המעבר אל מכונות מתקדמות המשלבות מערכות בקרה חכמות אפשר אוטומציה של תהליך המיקום. כיום, כאשר מדברים על חיתוך וכיפוף פחים ברמה תעשייתית גבוהה, מתכוונים למערכות המסוגלות לקרוא שרטוטים תלת ממדיים ולתרגם אותם לתנועות מכניות מדויקות של העוצר האחורי בזמן אמת.
האנטומיה של העוצר האחורי הממוחשב והתנועה המרחבית
כדי להבין את גודל הפריצה הטכנולוגית, יש לצלול אל המכניקה של העוצר האחורי. במערכות החדישות ביותר, המערכת אינה מסתפקת בתנועה קדימה ואחורה בלבד, אלא מציעה חופש פעולה בשישה צירים נפרדים. כל ציר מונע על ידי מנוע סרוו מהיר ומדויק להפליא, המקבל פקודות ישירות ממחשב המכונה.
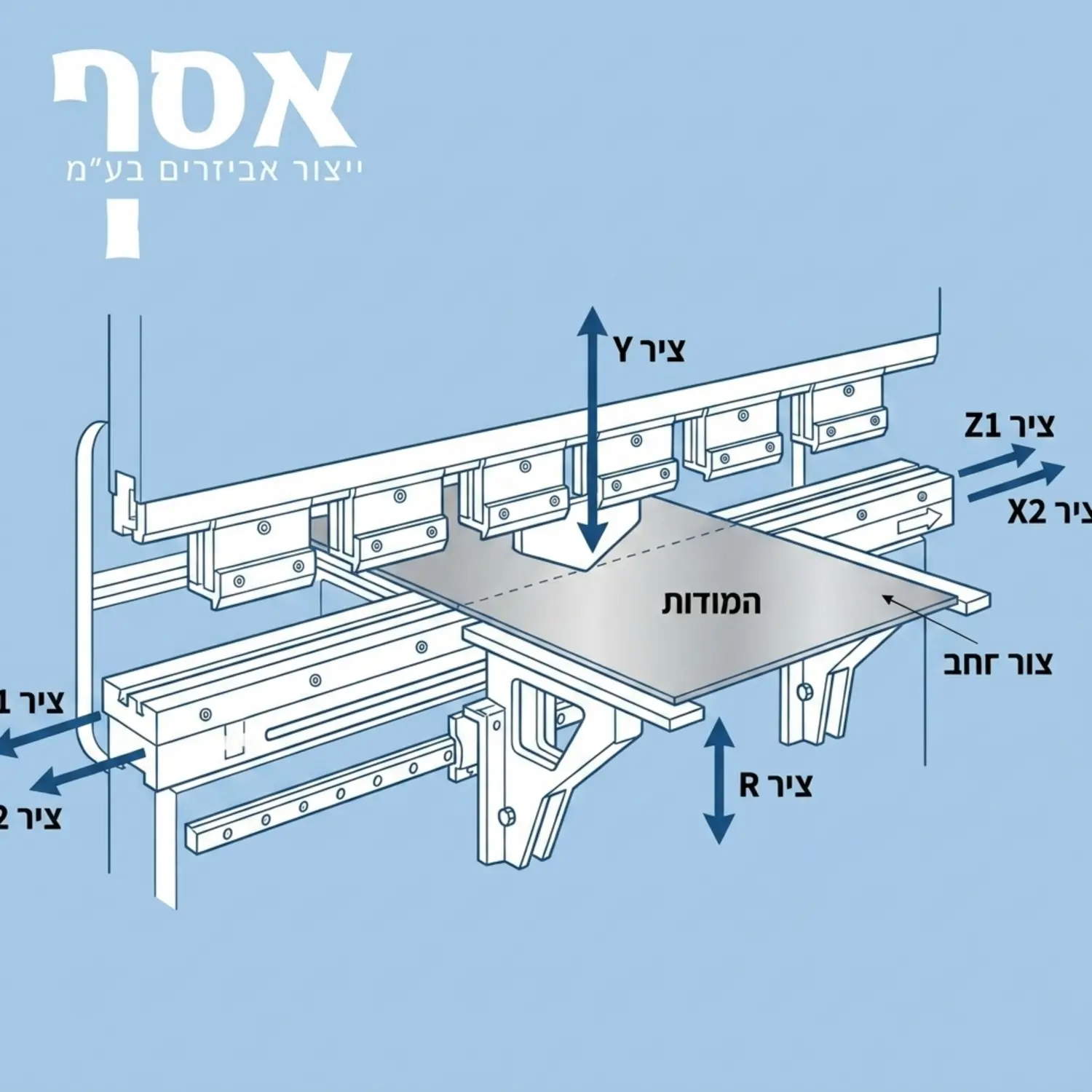
חלוקת תפקידי הצירים במערכת
- צירי עומק X1 וכן X2: צירים אלו אחראים על התנועה של אצבעות העוצר פנימה והחוצה ביחס לסכין הכיפוף. העובדה שכל אצבע יכולה לנוע לעומק שונה באופן עצמאי, מאפשרת תמיכה בפחים שאינם נחתכו בקו ישר.
- ציר הגובה R: ציר זה קובע את הגובה האנכי של אצבעות התמיכה. פונקציה זו קריטית כאשר מכופפים חלק שכבר יש בו כיפוף קודם שפונה כלפי מטה, והאצבעות חייבות להתרומם מעל פני תבנית הכיפוף כדי לתמוך בקצה החומר. במערכות מסוימות ציר זה מפוצל לשתים כדי לאפשר גבהים שונים לכל אצבע.
- צירי הרוחב Z1 וכן Z2: צירים אלו מאפשרים לאצבעות לנוע שמאלה וימינה לאורך קו הכיפוף. תנועה זו חיונית כדי להתאים את המרחק בין נקודות התמיכה בהתאם לרוחב המשתנה של החלק, ולעיתים אף לפנות מקום לבליטות מיוחדות בפח.
האתגר ההנדסי בכיפוף רכיבים א סימטריים
אחד האתגרים הגדולים ביותר בעבודתו של קבלן מבצע בתחום המתכת הוא ההתמודדות עם חלקים מורכבים מבחינה גיאומטרית. תכנונים אדריכליים והנדסיים מודרניים דורשים לא פעם זרבוביות, שיפועים, וקצוות אלכסוניים. כאשר מנסים לכופף חלק בעל קצה אחורי משופע במכונה סטנדרטית בעלת מעצור ישר אחד, הפח יחליק ויסתובב בזמן הלחיצה.
מערכת מרובת צירים פותרת בעיה זו בצורה אלגנטית. מחשב המכונה מחשב את הזווית המדויקת של קצה הפח, וממקם את אצבע X1 בעומק אחד ואת אצבע X2 בעומק אחר לחלוטין. כתוצאה מכך, הפח נתמך בשתי נקודות יציבות, מה שמבטיח שקו הכיפוף יהיה מקביל לחלוטין לתוכנית המקורית, ללא תלות בצורת הקצה האחורי של החומר. יכולות אלו ממצבות מפעלים מתקדמים בחזית התעשייה בכל הקשור אל ייצור חלקים לתעשיות ביטחוניות ורפואיות.

השפעת הטכנולוגיה על איכות הייצור ותקנים בינלאומיים
השימוש במערכות מתקדמות אלו אינו רק עניין של נוחות או מהירות, אלא צורך הכרחי לשם עמידה בתקני האיכות המחמירים בעולם. תעשיות רבות דורשות סיבולות ייצור של חלקיקי מילימטר. מחקרים מקצועיים בתחום הנדסת החומרים מראים כי דיוק המיקום הראשוני הוא הגורם המכריע ביותר באיכות התוצר הסופי, אפילו יותר מכוח הלחיצה עצמו. ניתן לקרוא בהרחבה על ההתפתחות של מכונות כיפוף מתקדמות והשפעתן על התעשייה הכבדה.
טבלת השוואה טכנולוגית בין שיטות הייצור
| תכונה נבדקת | מכונה ידנית מסורתית | מכונה חכמה בעלת 6 צירים |
|---|---|---|
| זמן כיוון מערכת לפריט חדש | דקות ארוכות עד חצי שעה | שניות בודדות דרך תוכנה |
| יכולת ייצור רציף של זוויות שונות | דורשת עצירה וכיוון מחדש לכל זווית | רציף לחלוטין העוצר זז עצמאית בין לחיצות |
| כיפוף קצוות משופעים | כמעט בלתי אפשרי או דורש מתקני עזר מיוחדים | מתבצע בקלות על ידי פיצול צירי העומק |
| סיכוי לשגיאת אנוש במיקום | גבוה מאוד תלוי במיומנות ובעייפות המפעיל | אפסי המערכת מודדת וממקמת באופן אוטומטי |
ייעול פרויקטים מערכתיים עבור התעשייה המודרנית
כאשר אנו בוחנים פרויקטים רחבי היקף, המשמעות של ציוד קצה מתקדם מתורגמת ישירות לחיסכון בזמן ובעלויות עבור הלקוח הסופי. ניקח לדוגמה את תחום האנרגיה המתחדשת, המצריך שלדות תמיכה מורכבות בעלות זוויות קריטיות לקליטת קרני השמש. ייצור מדויק ואחיד עבור תעשיית אנרגיה סולרית דורש חזרתיות אבסולוטית לאלפי חתיכות. רק מערכת ממוחשבת המסוגלת לקזז עיוותים זעירים ולתמוך בפח באופן דינמי מאפשרת עמידה בלוחות הזמנים ובתקציב ההנדסי.
נוסף על כך, מערכות אלו מתקשרות עם תוכנות תכנון תלת ממדי במשרד ההנדסה. המהנדס יכול לדמות את תהליך העבודה על מסך המחשב, לוודא שהאצבעות של העוצר האחורי לא יתנגשו בחומר הגלם או בסכין, ולשלוח את תוכנית העבודה הבדוקה ישירות לרצפת הייצור. הדמיה מקדימה זו מונעת תקלות הרסניות וחוסכת חומרי גלם יקרים.

הבנת החזרת הקפיץ ואתגרי החומר
נושא מהותי נוסף בכיפוף מתכות הוא תופעה פיזיקלית המכונה הליכי קפיציות של החומר. כאשר לוחצים על הפח ומכופפים אותו לזווית מסוימת, החומר נוטה לחזור מעט אחורה ברגע שהלחץ משתחרר. מערכות חכמות נעזרות בחיישני לייזר ובנתוני העוצר האחורי כדי לבצע מדידה מדויקת של הזווית תוך כדי עבודה, לחשב את זווית הקפיצה, ולהורות למערכת להעמיק את הלחיצה. מידע מרתק על תופעת החזרת הקפיץ במתכות מדגיש עד כמה נחוצה בקרה ממוחשבת צמודה על מנת להתגבר על אילוצים פיזיקליים אלו ברצפת הייצור.
מפעל אסף ייצור אביזרים בעיר ירוחם פועל ללא הרף לשדרוג מערכותיו הטכנולוגיות, מתוך הבנה כי הלקוח המודרני מחפש שותף אסטרטגי ולא רק ספק שירותים. השימוש בעוצרים אחוריים מרובי צירים מאפשר לנו לספק תוצרים ברמת גימור עליונה, לייעל את שרשרת האספקה ולהעניק שקט נפשי מלא למנהלי פרויקטים מתחומי ההנדסה, התשתיות והטכנולוגיה הצבאית.