האבולוציה של עיבוד המתכת המודרני
ענף עיבוד הפח עבר תהפוכות רבות בעשורים האחרונים. מעבר משיטות מכניות מסורתיות לטכנולוגיות חיתוך מתקדמות המבוססות על קרני אור ממוקדות. טכנולוגיית הלייזר שינתה לחלוטין את הדרך שבה אנו מתכננים ומייצרים חלקים מורכבים. בעבר, מגבלות מכניות הכתיבו את גבולות העיצוב, אך כיום קרן אור בעובי של שערת אדם מסוגלת לחתוך פלדה קשיחה בדיוק מיקרוסקופי. אנו באסף ייצור אביזרים בע"מ מלווים את ההתפתחות הזו מקרוב ומיישמים אותה הלכה למעשה במפעלנו המשתרע על פני ארבעה עשר אלף מטרים מרובעים באזור התעשייה ירוחם.
כדי להבין לעומק את המהפכה הנוכחית, עלינו לנתח את שתי הטכנולוגיות השולטות כיום ברצפת הייצור. הבחירה הנכונה משפיעה ישירות על עלות החלק, מהירות הייצור ויכולת ההתמודדות עם חומרים מאתגרים. במערך הייצור שלנו, המנוהל על ידי אסנת ואורן שץ, אנו מקפידים להתאים את הטכנולוגיה המדויקת לדרישות הפרויקט, בין אם מדובר בייצור לשוק המקומי או בייצוא עקיף.
כיצד פועלת טכנולוגיית CO2 המסורתית
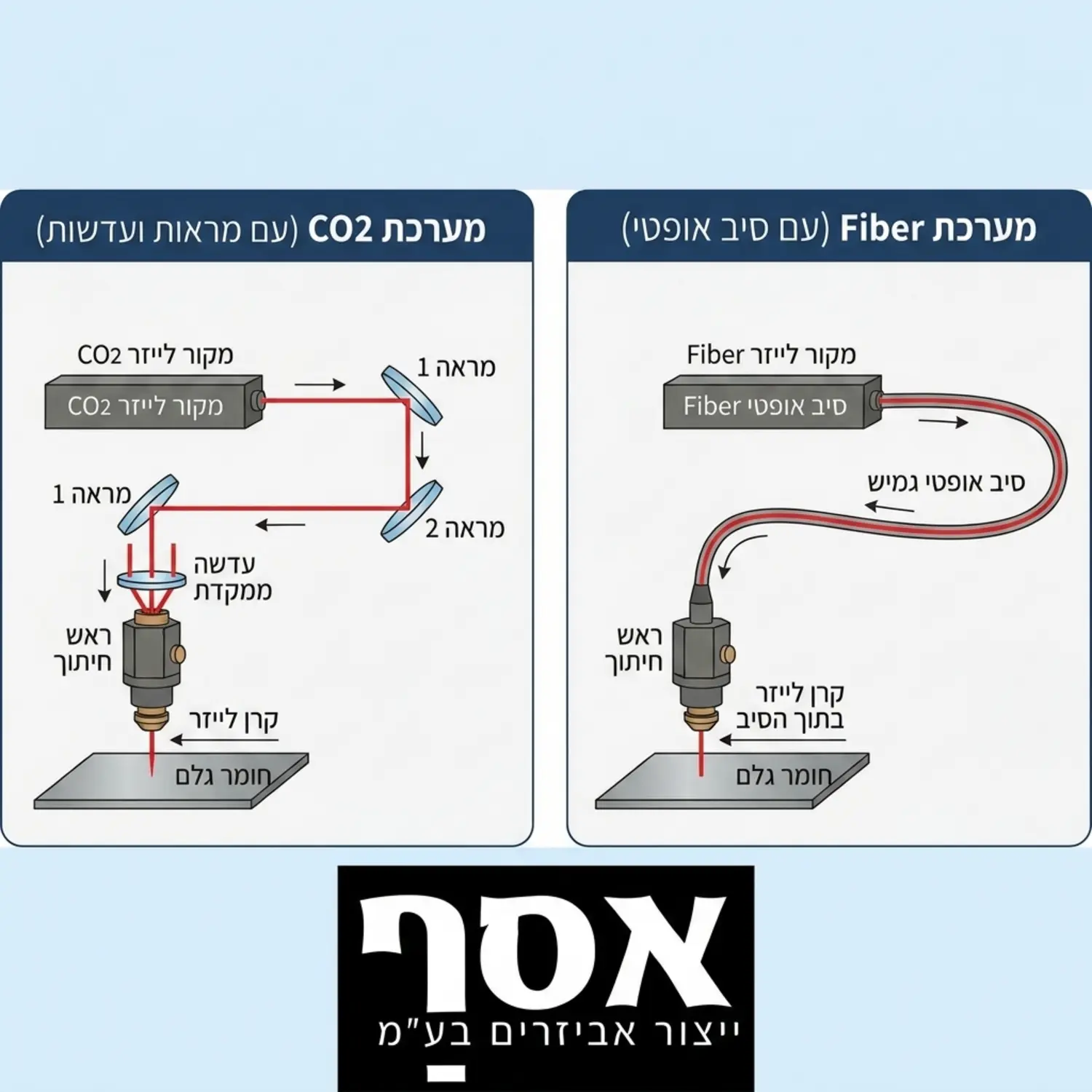
טכנולוגיית CO2 שלטה ללא עוררין בתעשייה במשך שנים רבות. המערכת מבוססת על תערובת גזים הכוללת פחמן דו חמצני, חנקן והליום. כאשר מעבירים מתח חשמלי דרך התערובת הזו, נוצרת קרן אור באורך גל של עשרה נקודה שש מיקרון. הקרן הזו מועברת ממחולל הלייזר אל עבר ראש החיתוך באמצעות מערכת מורכבת של מראות ועדשות אופטיות.
למרות אמינותה רבת השנים, לשיטה זו ישנן מגבלות פיזיקליות. המסלול האופטי החשוף דורש כיוון מראות תדיר, ניקוי מתמיד של העדשות והחלפה של רכיבים מתכלים. יתרה מכך אורך הגל המופק נוטה להשתקף כאשר הוא פוגע במתכות בעלות ברק גבוה כמו אלומיניום, נחושת או פליז, מה שעלול לגרום נזק למערכת האופטית עצמה ומקשה מאוד על תהליך העיבוד.
המהפכה הטכנולוגית של מערכות Fiber
כניסת טכנולוגיית הסיב האופטי לענף המתכת נחשבת לאחת מפריצות הדרך המשמעותיות ביותר של המאה העשרים ואחת. במערכות אלו, קרן האור נוצרת באמצעות דיודות חשמליות ומגברת בתוך סיב אופטי מצופה ביסודות נדירים. התוצאה היא קרן עוצמתית באורך גל של אחד נקודה אפס שש מיקרון. קרן זו מועברת ישירות לראש החיתוך דרך כבל גמיש ללא צורך במראות או מכלולים אופטיים נעים.
היתרון הפיזיקלי המובהק של אורך גל זה הוא אחוז הספיגה שלו במתכת. בניגוד לטכנולוגיה הישנה, הקרן נבלעת כמעט לחלוטין בחומר המעובד במקום להשתקף ממנו. תכונה זו פותחת אפשרויות חדשות לחלוטין בעיבוד מתכות רפלקטיביות. על פי מחקרים ומאמרים מקצועיים המפורסמים במקורות סמכותיים כגון מגזין The Fabricator לתעשיית המתכת, יעילות הספיגה הזו מתורגמת ישירות למהירות עבודה גבוהה באופן חסר תקדים.
השוואת ביצועים ראש בראש
כאשר בוחנים את הנתונים היבשים ברצפת הייצור, ההבדלים הופכים למשמעותיים במיוחד עבור יצרנים וקבלני משנה הנדרשים לעמוד בלוחות זמנים צפופים.
מהירות ויעילות תפעולית
היתרון הבולט ביותר של הסיב האופטי בא לידי ביטוי בעבודה עם פחים דקים ובינוניים בעובי של עד שישה מילימטרים. בטווחים אלו המערכת החדשה מסוגלת לעבוד במהירות הגבוהה פי שלושה ואף פי ארבעה ממערכת גז מקבילה. משמעות הדבר היא תפוקה יומית כפולה ומשולשת באותה משמרת עבודה. מהירות זו מאפשרת לנו להציע שירותי חיתוך פחים ברמות יעילות שלא הכרנו בעבר.
צריכת אנרגיה וקיימות
בעידן שבו מחירי החשמל עולים וקיימות סביבתית היא דרישת סף, צריכת האנרגיה מקבלת משקל רב. מערכת גז מסורתית ממירה רק כעשרה אחוזים מהחשמל המוזן אליה לקרן לייזר בפועל. שאר האנרגיה נפלטת כחום ודורשת מערכות קירור מסיביות וזללניות אנרגיה. לעומתה מערכת מבוססת סיב מציגה נצילות אנרגטית של למעלה משלושים אחוזים. המשמעות היא חיסכון של עשרות אחוזים בחשבון החשמל החודשי והקטנת טביעת הרגל הפחמנית של המפעל.

טבלת השוואה טכנית
| פרמטר השוואה | טכנולוגיית Fiber | טכנולוגיית CO2 |
|---|---|---|
| אורך גל | 1.06 מיקרון | 10.6 מיקרון |
| נצילות אנרגטית | כ 30 עד 40 אחוזים | כ 10 עד 12 אחוזים |
| העברת הקרן | סיב אופטי גמיש ואטום | מערכת מראות ועדשות |
| מהירות בעובי דק ובינוני | גבוהה פי 3 ויותר | סטנדרטית |
| חיתוך מתכות רפלקטיביות | מעולה ללא סכנת השתקפות | בעייתי ודורש זהירות רבה |
| עלויות תחזוקה שוטפת | נמוכות מאוד | גבוהות עקב חלקים נעים וגזים |
תחזוקה אמינות ורציפות תפקודית
אחד האתגרים הגדולים של כל מנהל ייצור הוא מזעור זמני השבתת המכונות. מערכות גז דורשות שגרת טיפולים קפדנית הכוללת כיול מראות, החלפת שמן במשאבות הואקום, רענון גז הלייזר וניקוי מכלולים אופטיים רגישים לאבק ולכלוך תעשייתי. כל פעולה כזו עוצרת את קו הייצור ועולה כסף רב.
לעומת זאת הטכנולוגיה החדשה מוגדרת כמערכת במצב מוצק. אין בה גזים מיוחדים לייצור הקרן, אין מראות שיוצאות מכיוון והקרן מוגנת לחלוטין בתוך הסיב לאורך כל הדרך עד לראש העבודה. רמת האמינות הזו מאפשרת לנו לפעול ברציפות מסביב לשעון ולהעניק שירות אמין של ייצור אביזרים ופרויקטים מורכבים בביטחון מלא.
שילוב טכנולוגיות כוח המפעל המודרני
חשוב להבין כי למרות היתרונות העצומים של הסיב האופטי, סוד ההצלחה של קבלן מבצע טמון ביכולת לשלב מספר טכנולוגיות תחת קורת גג אחת. תהליך ייצור איכותי אינו מסתיים בחיתוך בלבד. הוא מתחיל בתכנון הנדסי מדויק, ממשיך דרך חיתוך מהיר, עובר לכיפוף מקצועי ולא פעם דורש שילוב של תהליכי כבישה וריתוך מתקדמים.
היכולת שלנו לספק מעטפת מלאה המשלבת את חזית הטכנולוגיה יחד עם מכונות מסורתיות מעניקה ללקוחותינו גמישות תכנונית וחיסכון משמעותי בעלויות השינוע. על פי נתונים טכניים המופיעים בערכים הנדסיים מוסמכים כמו המידע בויקיפדיה העולמית אודות תהליכי חיתוך בלייזר, השליטה המלאה בפרמטרים של הגזים המסייעים בתהליך, כגון חמצן או חנקן, משפיעה באופן דרמטי על איכות שפת החתך ועל יכולת החלק להשתלב בהצלחה בשלבי ההרכבה הבאים.

מבט לעתיד המגמות הבאות בעיבוד מתכת
התעשייה לא קופאת על השמרים. אנו רואים התפתחות מתמדת בהספקי המכונות. אם בעבר מכונות של שניים או שלושה קילו וואט נחשבו לסטנדרט, כיום השוק נע לעבר מכונות בעלות הספקים של עשרה עשרים ואף שלושים קילו וואט. הספקים אלו מאפשרים לטכנולוגיית הסיב לחדור עמוק אל תוך הטריטוריה האחרונה שנותרה לטכנולוגיית הגז חיתוך פחים עבים במיוחד.
מערכות אוטומציה של טעינה ופריקה הופכות לחלק בלתי נפרד ממערך הלייזר. המהירות העצומה של המכונות החדשות מייצרת צוואר בקבוק בפינוי החלקים הגמורים. השקעה בטכנולוגיה מתקדמת מחייבת ראייה הוליסטית של כל זרימת החומר ברצפת המפעל, החל מקליטת חומר הגלם ועד לאריזת המוצר המוגמר. מחויבות זו לחדשנות היא שמנחה אותנו בכל פרויקט ובכל אתגר הנדסי שניצב בפנינו.